


18817201849
E-mail:暂无
网址:www.sufeisi-tech.com
地址:上海市奉贤区奉城镇南奉公路686号4幢
通过自动张力控制提高吹膜制造的质量和效率。

STEADYWEB™ 6 张力控制器
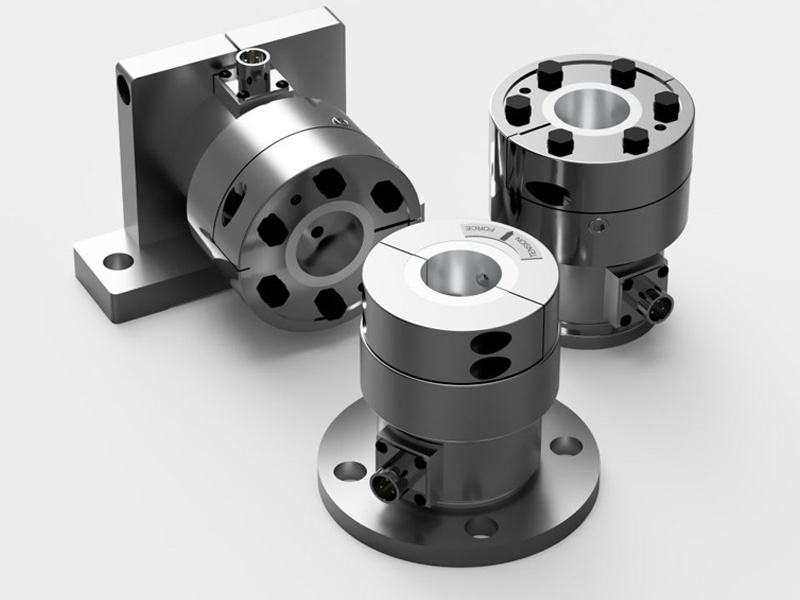
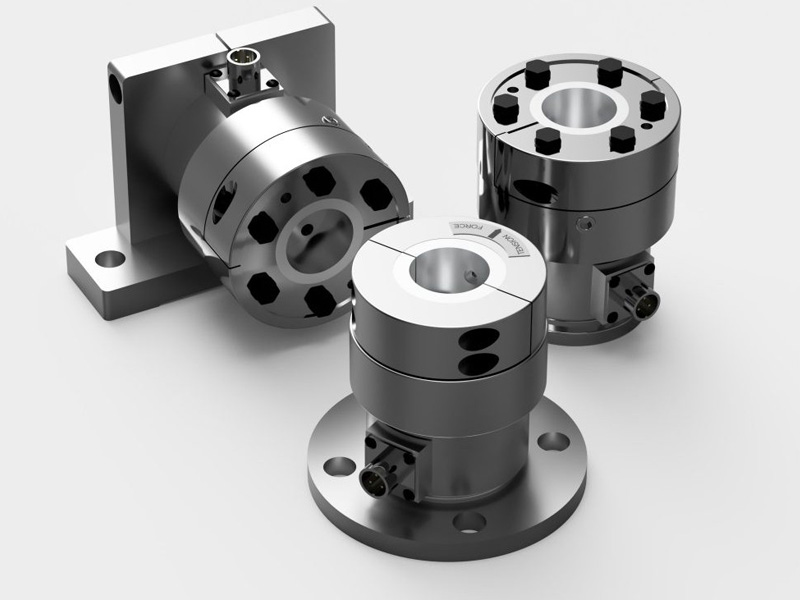
C 系列张力传感器

张力辊®传感器
吹塑薄膜制造商
的张力控制对于卷绕吹膜的企业,精确的张力测量和控制已被证明可以补偿微小的基材缺陷和工艺偏差。反过来,这有助于消除卷筒纸和卷筒缺陷,特别是在缠绕可伸缩材料时。
在典型的吹塑薄膜生产线上,有几个点可以引入张力传感器和电子元件,以改善卷筒纸管理。图1 说明了张力控制在生产过程中的常见位置。
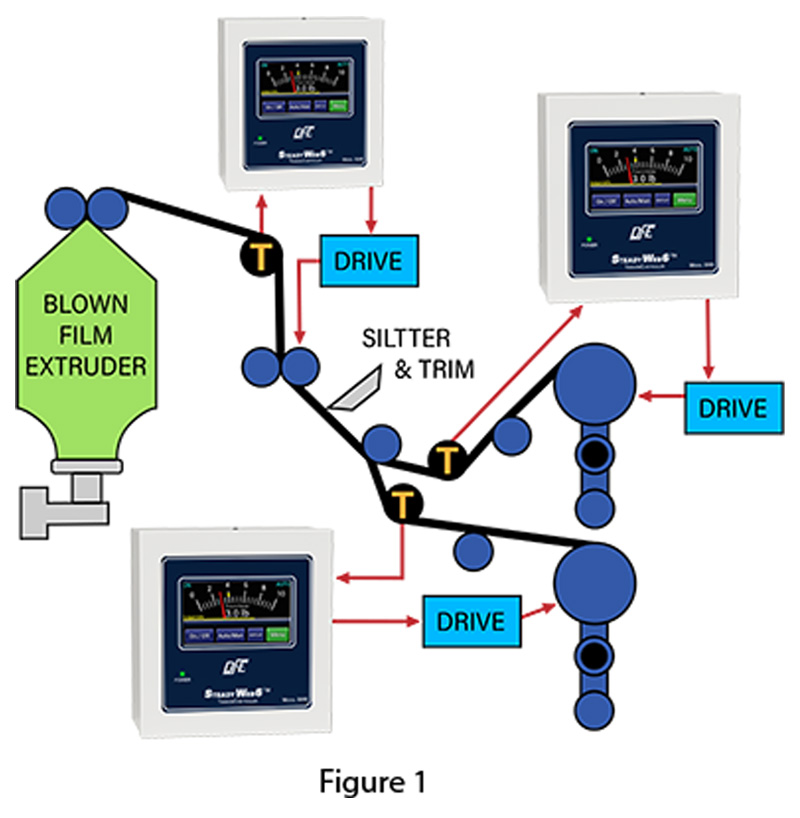
从吹膜挤出机开始,气泡在顶部坍塌,并在材料通过上部压区时变平。该压区遵循挤出机速度,以保持薄膜基材的厚度控制。
当腹板离开上部压区时,它会经过配备称重传感器的辊子,例如C 型系列张力传感器(与带电轴或死轴惰轮配对)或张力辊® - 一种优质的死轴惰轮,称重传感器集成在辊壳内。高精度的张力感应辊测量卷筒对卷筒纸的力,并向StableWeb™闭环张力控制器输出成比例的信号。

反过来,控制器将补偿信号输出到下部压区驱动器,该驱动器设置为跟随上部压区速度。该控制回路可修剪卷筒料速度以保持张力恒定。
根据应用的不同,卷筒纸可能会在下部压区(和/或修剪器)之后通过分切站, 将材料分成两条路径。然后,每个卷筒纸都缠绕在它自己的炮塔绕线上的核心上。为确保卷筒积聚平稳、一致,每个卷绕机都增加了张力控制。
在收卷区,张力传感器在最后一个惰轮辊之前被引入到物料路径中。测量的张力信号被馈送到每个稳定网™张力控制器中。张力控制器为各自卷绕机上的每个驱动磁芯输出补偿电压信号。还可以为每个特定作业配置和存储一定比例的锥度张力,以确保正确传递渐进张力,满足辊子处理和存储稳定性要求。
在吹膜挤出中,卷筒料张力是一个变量,必须控制它才能实现一致的输出和统计过程控制。越来越多的加工商和制造商被要求提供文档,以验证辊绕张力是否在预定规格内或作为服务水平协议的一部分交付。
典型的吹膜张力控制系统包括:
• 闭环张力控制器,如SteadyWeb™ 6
• 称重传感器,如张力辊®传感器
• 气动或电动离合器,或电机驱动系统
将张力控制与PLC 集成的客户最常使用:
• 称重传感器信号放大器,如TA1 TrueTension™ 放大器
• 称重传感器,如张力辊®传感器,一对可转换称重传感器,如C 型系列传感器或枕下块传感器,如F 系列