


18817201849
E-mail:暂无
网址:www.sufeisi-tech.com
地址:上海市奉贤区奉城镇南奉公路686号4幢
张力控制在卷筒料分切和收卷过程中的重要性。

STEADYWEB™ 6 张力控制器

张力辊®传感器

90 系列气动制动器
什么是分切?
在加工中,“分切”是指将大卷材料切割成小卷的过程。分切机
的类型 最常见的分切机类型是滚分条机(也称为原木分切机)和分切复卷机。分切机使用单个大型圆形刀片一直切割安装在机器上的单卷材料。操作员在测 量点定位并拉动刀片穿过材料卷,通过材料缠绕的核心进行切割。辊子材料类 型、直径或芯尺寸等因素将影响辊子分切是否是特定应用的实用分切方法。
对于较大的操作,分切复卷机可能更有效。主卷位于放卷区。当卷材展开时, 它通过带有可调节分切头的多刀片分切站。分切后,每个部分都缠绕到一个新的核心上。分切复卷机相对于辊式分切机的一个优点是,它们可以将材料迁移到不同直径的辊子或芯尺寸。
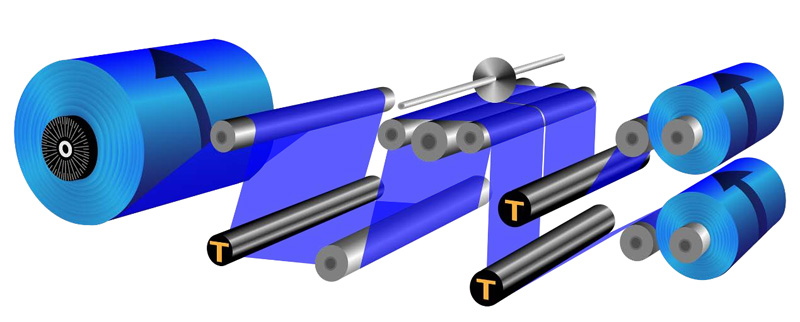
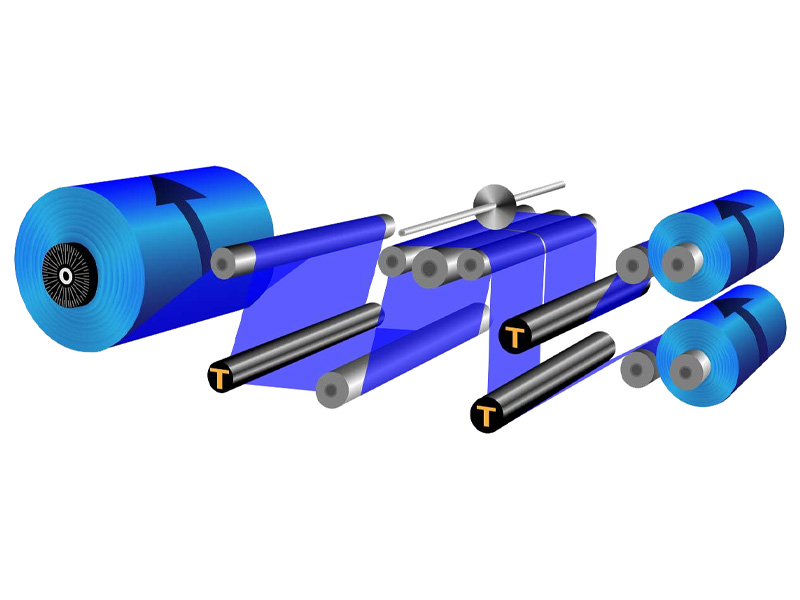
典型的分切机-复卷机张力控制
分切机-复卷机
的张力控制 卷筒料张力是在分切和卷绕过程中施加到连续物料腹板的力。从动滚子可以让操作员使用速度对张力进行一些控制。非驱动滚子也会改变张力, 因为其影响包括轴承的阻力和速度变化的阻力。张力不当会导致许多材料故
障,例如伸缩辊,辊堵塞,压碎芯,材料褶皱,卷筒拉伸等。
大多数分切和卷绕应用包括三种类型的区域:开卷、分切和复卷。每个区域可能需要不同的张力水平,应进行监测和控制以获得最佳效果。
在放卷区,主辊通常由连接到轴或取芯卡盘的制动器或电机控制。施加在核心上的扭矩通过辊的径向层传递,以在辊的外部产生张力。保持卷筒料张力恒定对于展开过程非常重要。随着辊径的减小,恒定的轴扭矩将产生越来越大的张力,因此需要根据辊径的变化按比例改变扭矩。滚动惯性是另一个因素。如果制动器或电机的强度不足以使辊子直径的大小在加速和减速期间正确处理计算出的惯性扭矩,则辊轴惯性会推出过多的材料,导致腹板松弛,从而导致分切不成功。
在展开区之后,卷筒纸继续进入分切区。这些滚子中的大多数通常由电机通过链条或皮带驱动。必须保持张力控制,以保持分切区域的恒定张力,特别是对于一些弹性和薄材料。在分切区张力不高的腹板材料将导致低质量的狭缝边 缘,因为材料不够坚固,刀很容易切开。材料也可能轻微漂移,导致分切宽度不正确。
在分切区之后,产品(股线)进入复卷区,通过更多的驱动辊移动到要复卷的新芯。就像放卷区域一样,张力从分切机中传递过来,并且必须通过绕组轴的扭矩来张紧。施加到轴上的扭矩在该轴上的卷筒之间共享。如果卷绕辊的直径或长度存在差异,则某些卷筒的卷曲可能比其他卷筒更紧密。在收卷区,随着卷筒变大,张力必须降低,以免压碎芯材或破坏腹板。锥度张力是一些自动张力控制器的一项功能,其中辊子的直径通过输入设备测量。随着辊子直径的增加,倒带电机被制成减速一定百分比,以对应于所需的输出。这导致卷筒具有自然张力递进,在处理和储存过程中不太可能产生缺陷。
虽然理论在建立分切操作过程方面很有价值,但在一些独特的分切和卷绕应用中,只有在通过机器实际运行测试卷筒纸以找到每个相应区域的最佳张力设定点后,才能确定最佳张力水平。
典型的张力控制解决方案包括:
• 闭环张力控制器,如 StableWeb™ 6
• 称重传感器,如张力辊®传感器
•气动制动器、磁粉制动器、离合器或电机驱动系统 将张力控制与 PLC 集成的客户最常使用:
• 称重传感器信号放大器,如 TA1 TrueTension™ 放大器
• 称重传感器,如张力辊®传感器,一对可转换称重传感器,如 C 型系列传感器或枕下块传感器,如 F 系列